
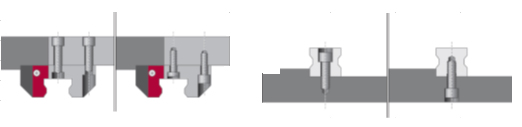
Vida Sıkma Momentleri
Raylar ve Taşıyıcı Arabalar İçin Sıkma Momentleri
Uyarılar
• Büyük yükler altında,vida bağlantıları rayların ve taşıyıcı arabaların yandan kaymalarını önleyemez.
• Büyük yükler durumunda,raylar ve taşıyıcı arabaların kaymasını önlemek için yapısal tedbirler uygulanmalıdır.
• Vida üreticisi bilgisine her zaman dikkat edilmesi zorunludur.
• Bağlantı yapısı için uygun malzeme mukavemeti sağlanmalıdır.
• Küçük başlı vidaları DIN 6912 gereğince 8.8. sınıfına göre sıkınız.
Montaj Vidaları İçin Sıkma Momentleri DIN 912/ISO 4762 (µ=0.125)
Eğer montaj vidaları MoS2 içeren gres ile yağlanır ve tork anahtarı yardımıyla sıkılırsa;daha düzgün bir öngerme kuvveti elde edilir,önemli ölçüde bölgesindeki doğruluğu arttırır.
Uyarılar
• Özellikle MoS2 içeren gresler kullanılması durumunda,sürtünme katsayısı µ yarı yarıya azaltılabilir.
• Dolayısıyla momentler azaltılabilir.
• Öngerme kayıpları bekleniyorsa,kilit vidalar yapışkanlıdır.
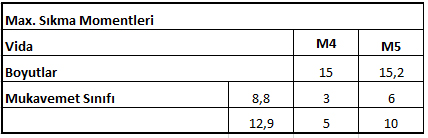
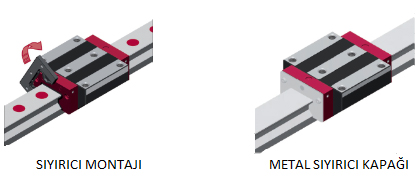
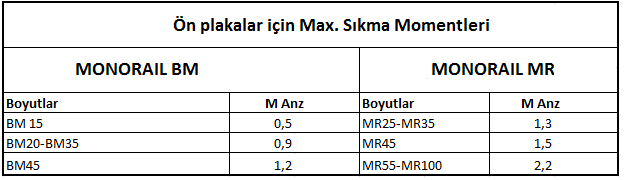
Ön Plakalar ve Ek Sıyırıcılar İçin Sıkma Momentleri
Ön plakalar ve ek sıyırıcılardaki montaj vidaları için maksimum sıkma momentleri aşağıdaki tabloda gösterilmiştir.
Uyarılar
• Vidalar, kimyasal vida yapıştırıcısı ile donatılmıştır.Bu yapıştırıcı kuvvet tekrarlanan vidalama ve vida çıkarma ile azaltılabilir,çalışma sırasında vidaların gevşemesine neden olabilir.
• Montaj vidalarını defalarca kullanmayın.
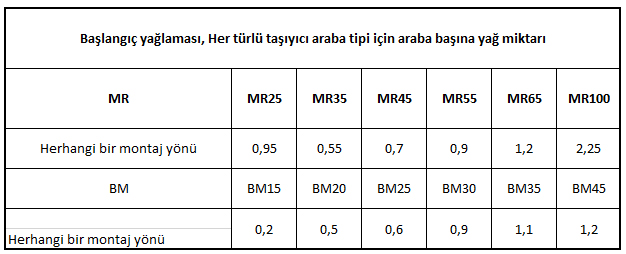
Başlangıçtaki Yağlama İçin Yağlama Miktarları
Uygulama Aralığı
• MONORAIL MR ve ayrıca AMSA 3B, AMSD 3B, AMSA 3L, AMSABS 3A için yağlama miktarları
• MONORAIL BM ve ayrıca AMSA 4A, AMSD 4A, BZ için yağlama miktarları

Notlar
• Schneeberger; DIN 51825 ile uyumlu KP2K gres yağını ya da düşük viskoziteli DIN 51826 ile uyumlu GP00N/GP000N gres yağını önerir.
• Belirtilen yağlama miktarları hem gres hem de sıvı gres için geçerlidir.
• Taşıyıcı araba yağlaması esnasında,arabanın uzunluğu kadar 3 kez hareket ettirin.
• Taşıyıcı araba başına 2 yağlama bağlantısı varsa,belirlenen miktarı bu doğrultuda bölebilirsiniz.
• GP000N yağlama kullanılması durumunda eksen montaj konumunu dikkate alınız.
Yağ ile Yağlama:
Notlar
• Schneeberger; madeni yağ olarak CLP(DIN 51517) ya da HLP(DIN 51524) önerir viskozite aralığı ise ISO VG32…ISO VG100(DIN 51519)
• Yatak parça yağları CGLP ISO VG220 ye kadar kullanılabilmektedir.
Yağlama İçin Genel Bilgi
• Hareket eden taşıyıcı araba için aynı anda tek bir titreşim hareketini ya da art arda hızlı titreşimler için toplam yağ miktarını ekleyebilirsiniz.
• Taşıyıcı arabanın dikey montajı durumunda,yağlama bağlantısı üst ön plaka olmalıdır.
• Taşıyıcı araba başına 2 yağlama bağlantısını duruma göre bahsedilen miktara bölebilirsiniz.
• Taşıyıcı araba greslendiği anda,uzunluğu kadar 3 kez hareket ettiriniz.
• Montaj eksenini dikkate alınız.(ayrı yağlama)
• Gerekli çalışma strokları yağlama ve temizleme ise
• Yağ duruş süresinden/tekrar başlama süresinden önce
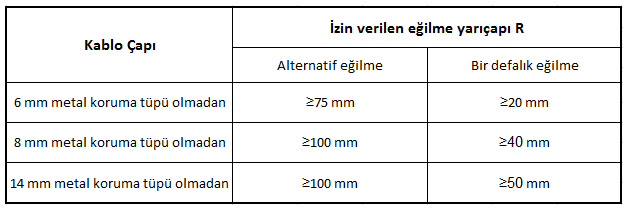
Kablo Eğilme Yarıçapı
RAY EŞLEŞME BİLGİLERİ
Tek parçalı bir SCHNEEBERGER MONORAIL kılavuz rayının uzunluğu maksimum 6 metre olarak imal edilmektedir.
İki veya daha fazla ray birleştirilerek daha uzun boylar yapılabilir.
Kılavuz ray bölümleri boşluk içermeyecek bir şekilde alın alına birleştirilir.
Çok parçalı kılavuz raylar basamaklı bağlantılar üzerinde bir rakam ile işaretlenmiştir bu rakamlar eş olacak şekilde eşleştirme yapılır.
Kılavuz ray bağlantılarının numaralandırılması ve ayar numaralarına göre birleştirilmesi gösterilmiştir.
Kılavuz raylarını, numaraların eşleşeceği şekilde takın. Ayarlanmış numara indeksi 1 olan kılavuz ray veya referans bağlantı rayı 1 referans ray olarak belirlenmiştir.
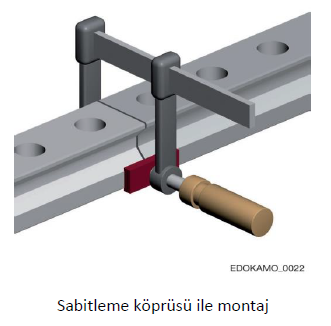
Çok parçalı kılavuz ray raylarını, makine yatağına yerleştirme yüzeyi olmadan monte ederken, kılavuz ray dayanaklarını bir sabitleme köprüsü kullanarak hizalayın.
Makine tarafında yüzeylerin konumlandırılmasıyla kurulum sırasında, kılavuz rayları yerleştirme yüzü yerlerine oturacak şekilde konumlandırın. Her iki durumda da, kılavuz rayların boşluk olmadan bir araya getirildiğine dikkat edin.
KVKK KİŞİSEL VERİ SAKLAMA VE İMHA POLİTİKASI
KVKK Başvuru Metni
Tüm Hakları Saklıdır © 2022